
Stable Joints for Concrete Floors: A new standard

By George Garber
A stable joint—one that does not move excessively when a load is applied near it—is obviously better than an unstable one. However, the best methods to make joints stable are not always agreed upon.
For example, one floor designer might call for stout, closely spaced dowels, while another also chooses dowels, but makes them thinner and spaces them farther apart. A third designer omits all dowels and relies on aggregate interlock. Who is right and how is it determined?
The 2010 edition of American Concrete Institute (ACI) 360, Design of Slabs-on-ground, presents a new test for joint stability, along with recommended tolerances.1 This test promises to cast light on what has long been a dark corner of concrete floor design.
The problem
Almost every ground-supported concrete floor longer than 6 m (20 ft) contains joints. Some joints are there because the floor was too big to be cast in one continuous pour; these are called ‘construction’ or ‘day’ joints. Other joints serve to relieve stresses—from drying shrinkage, thermal contraction, and curling—that could cause cracks. These are called ‘contraction,’ ‘control,’ or ‘crack control’ joints. An increasingly common name for them is saw-cut joints, since now they are almost all made by sawing grooves in the hardened concrete.

Whatever the purpose, all these joints perform better when they are stable under load. A stable joint, in this context, is one that shows little or no differential movement when loaded on one side. Though beneficial in any floor, joint stability becomes particularly important in floors that support wheeled vehicles, such as forklift trucks. Whenever a vehicle crosses an unstable joint—an event that occurs thousands of times a day in a busy warehouse—its wheels strike the concrete edge on the joint’s far side. This can damage both the vehicle and the floor. Further, the scissoring action occurring as vehicles cross the joint destroys fillers and sealants, making floors hard to maintain.
While the importance of joint stability in concrete floors has been recognized for decades, there was little science to it until recently. The property was rarely specified or measured, and most research on joints focussed on outdoor pavements, instead of floors. The results of that research, though valuable, are not always fully applicable to floors (see “Floors and Pavements: Differential Movement Versus Load-transfer Efficiency”). Floor designers tried to ensure stable joints by specifying devices and methods supposed to improve load transfer. While they succeeded at times, their task was seldom easy because the standard recommendations were, and remain, ambiguous and contradictory.
Floor designers in Canada and the United States often turn to ACI documents for guidance, but the instructions there are not always clear. The 2006 edition of ACI 360 states: “Doweled joints are recommended when positive load transfer is required.”2
On its own, this seems straightforward. If load transfer is desired, dowels should be used. But, the same ACI document goes on to discuss “another load-transfer mechanism” called “enhanced aggregate interlock.”3 This method deletes dowels at most joints and relies instead on a continuous grid of reinforcing steel, amounting to 0.1 per cent of the slab’s cross-sectional area, coupled with a close spacing of saw-cut joints.
According to ACI 360, enhanced aggregate interlock “has been used successfully by some designers to provide load-transfer capability without using dowels.” ACI 360 even leaves the door open to designs that rely on plain, unenhanced aggregate interlock—no dowels, no reinforcement. So the designer who specifies dowels, the designer who chooses continuous reinforcement, and the designer who relies only on aggregate interlock, can all claim they are following ACI guidelines. The 2010 edition of ACI 360 changes the line “doweled joints are recommended” to “use load-transfer devices,” making it less clear whether dowels are supposed to be used.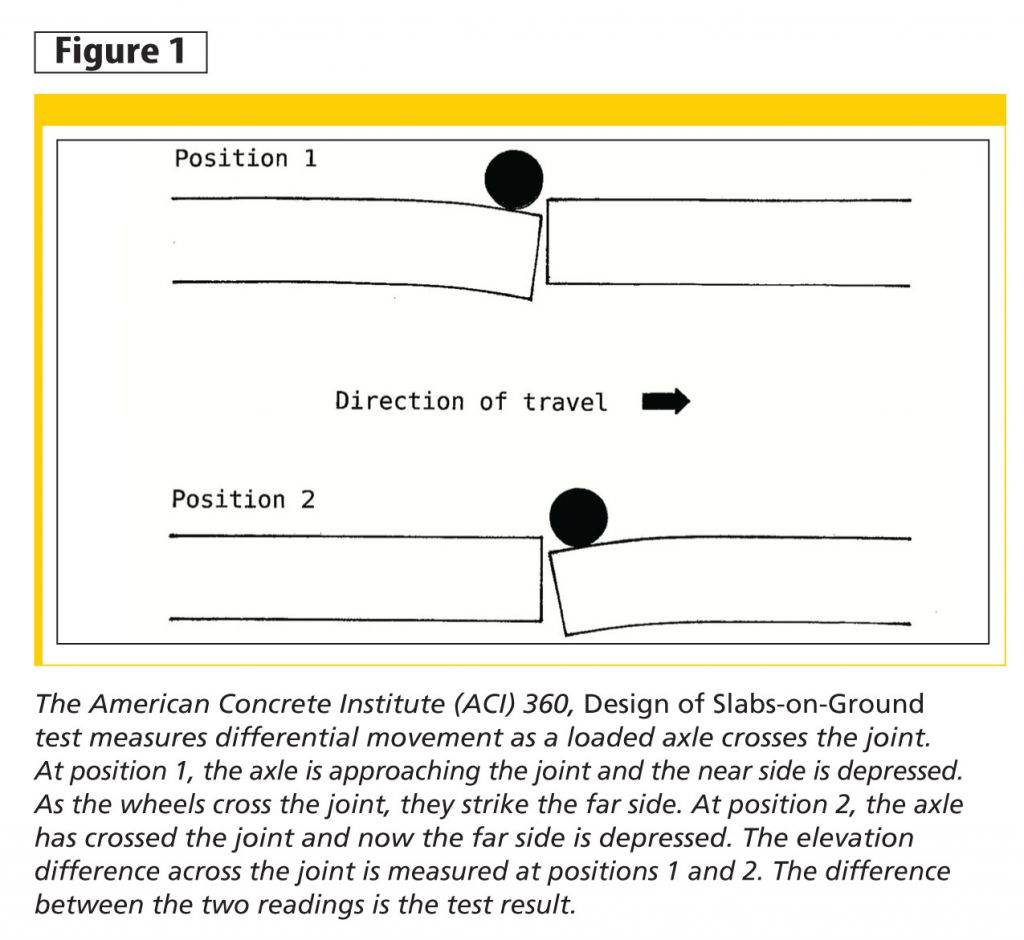
If the conservative route is taken and dowels are specified, the contradictory advice on dowel size and spacing still needs to be addressed. The usual dowel pattern in North America, for slabs 150 mm (6 in.) thick, has long been round steel bars, 19 mm (3/4 in.) in diameter, spaced 300 mm (12 in.) on centre (oc). This recommendation can be found in ACI documents and elsewhere.4
Across the Atlantic, however, radically different advice is encountered. For example, normal practice in the United Kingdom—again, for slabs 150 mm (6 in.) thick—has been to use the same 300-mm (12-in.) spacing, but to reduce the bar diameter to 12 mm (1/2 inch).5 While a 7-mm (0.27-in.) change may not seem like much, it translates to a whopping 60 per cent reduction in cross-sectional area.
Even if dowels are chosen and ACI recommendations on dowel size and spacing are followed, at least one more uncertainty is left to face. The 2010 version of ACI 360 includes a table titled “Dowel size and spacing for construction and contraction joints.”6 This table is detailed and specific, showing recommended values for dowel diameter, length, and spacing, depending on slab thickness, dowel shape, and whether the application is a construction joint or a contraction joint. When the slab is 150 mm thick, and round dowels (the most common) are intended for a construction joint, the table specifies:
- diameter of 19 mm (3/4 in.);
- length of 250 mm (10 in.); and
- spacing of 300 mm (12 in.).
Thicker slabs take bigger dowels, but the spacing stays the same—300 mm. There is nothing ambiguous about that. However, there is also a footnote: “Dowel spacing[s] up to 24 in. (610 mm) for round, square, and plate dowels have been used successfully.” What, then, is ACI really saying? Should dowels be spaced at 300 mm, 610 mm, or somewhere in between?
Any reading of the existing literature on joint stability will generate more questions than answers. Should dowels be used, or will aggregate interlock suffice? Do the thin dowels used in England. work as well as the thicker ones normally used in Canada? Can dowel spacing be safely stretched out to 610 mm (24 in.)? Without a simple, effective test for joint stability, these questions would remain unanswered. Fortunately, such a test is now available.
The new test
The 2010 edition of ACI 360 describes a way to measure differential movement at joints, using a simple device already in wide use for testing floor flatness. The test involves the following six steps.
- Borrow one of the vehicles normally used on the floor in question. Load it up with the heaviest cargo used at least once a day.
- Drive the vehicle up to the joint being tested. Stop when the heaviest axle on the vehicle is just short of the joint (see position 1 on Figure 1).
- Measure and record the elevation difference across the joint, from the near to far side (left to right on Figure 1).
- Drive the vehicle forward. Stop when the heaviest axle has just passed the joint (see position 2 on Figure 1).
- Repeat step 3.
- Subtract the number obtained in step 3 from the number obtained in step 5. This is the test result, known as differential movement.
Although ACI 360 did not mention the test until 2010, this author has been using it since 1989.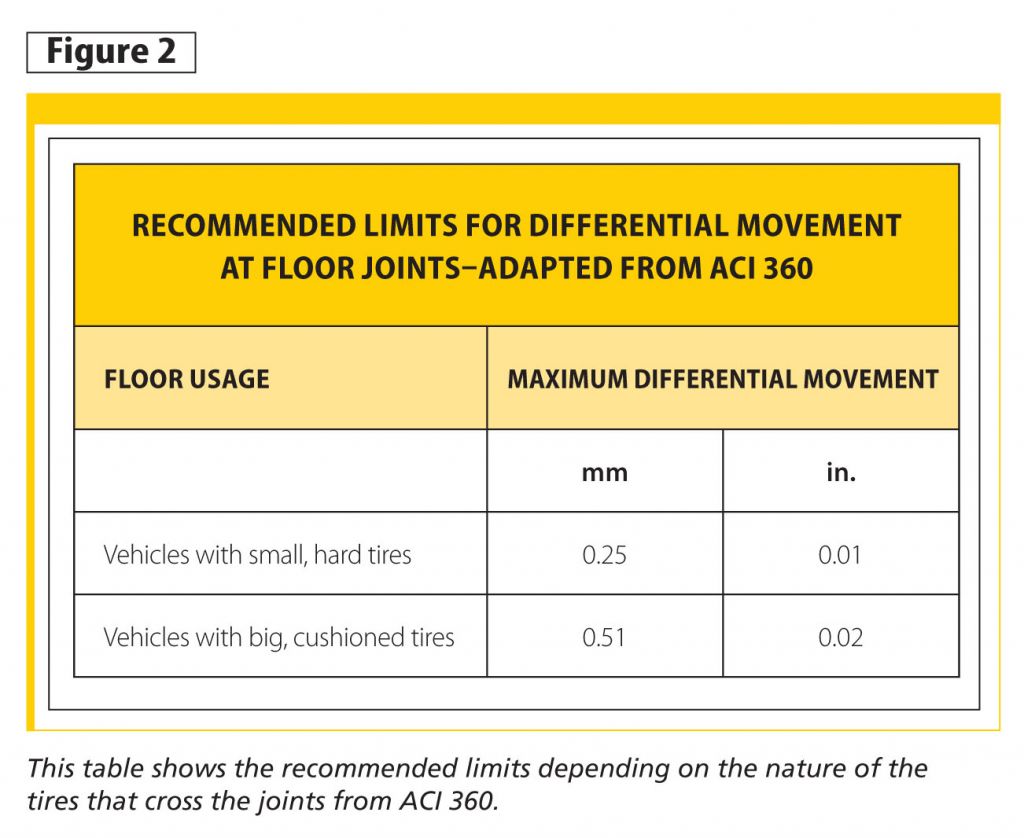
The standard instrument for measuring differential movement is an electronic inclinometer with point spacing of 300 mm (12 in.). This device is available all over Canada, since it is widely used to measure flatness and levelness F-numbers according to Canadian Standards Association (CSA) A23.1, Concrete Materials and Methods of Concrete Construction. ACI 360 also allows testing with “a levelled straightedge and gauge,” but this is uncommon.
Some design/construction professionals have tested differential movement with a Benkelman beam—a device developed for pavement research that reaches out over the test area with a cantilevered arm 2.44 m (8 ft) long. When tested side-by-side on a floor in Massachusetts, the 300-mm inclinometer and the Benkelman beam gave readings that differed by less than 10 per cent.
ACI 360 does not just describe the test. It tells us, based on the experience of consultants who have applied the test on a wide range of floors, what results are acceptable (see Figure 2). The recommended limits depend on the nature of the tires that cross the joints.
Where the traffic consists of vehicles with small, hard tires, differential movement should not exceed 0.025 mm (0.01 in.). Small, hard tires are the norm in modern warehouses. They are found on pallet jacks, order pickers, reach trucks, turret trucks, and some counterbalanced forklifts.
Where the traffic consists of vehicles with large, cushioned tires, differential movement should not exceed 0.051 mm (0.020 in.). Cushioned tires are mounted on some forklifts. ACI 360 does not outright state this, but this recommendation also presumably applies to floors where the main traffic consists of vehicles with pneumatic tires.
In addition to the limit values of 0.25 and 0.51 mm (0.01 and 0.02 in.), ACI also suggests an absolute upper limit of 1.5 mm (0.06 in.), regardless of traffic. Joints with differential movement over 1.5 mm are considered unstable, and “most likely should be repaired.”
Applying the test
It is tempting to think a performance specification for differential movement can be simply written and attached to the contract documents. This can be done, but designers may not want to opt for this route, because of some practical difficulties related to timing.
Almost all joints are stable when new, but they do not stay that way. Differential movement tends to increase over time, mainly due to concrete’s drying shrinkage, but also because of wear and tear. When other factors are the same, older floors will test worse than newer ones, and areas of heavy use will test worse than areas that see little traffic.
On top of that time-related deterioration, joint stability changes with temperature. As temperature falls, concrete shrinks and joints get wider. This process reverses when the temperature rises. A joint showing little or no differential movement in July can cause serious trouble in January. Further, another temperature-related effect to consider involves unheated buildings—the ground under the floor may freeze. This can produce good readings for differential movement, until the thaw.
For all these reasons, specifying and testing joint stability during construction is seldom practical. It makes more sense, for most jobs, to use the test to find out what works. Design professionals can then choose the load-transfer devices and methods with an acceptable success rate.
Another important use of the test comes through troubleshooting. If an existing floor has joint problems, measuring differential movement can identify which joints need repair and which methods are likely to work.
What testing has taught us?
The ACI 360 test for differential movement has already revealed much about the effectiveness of various load-transfer devices and methods. Information has been collected on dowels, continuous reinforcement, and aggregate interlock for new construction, and on several kinds of repairs.
New construction
Dowels—smooth steel bars or plates—usually keep differential movement below .25 mm (0.010 in.), the tolerance recommended for the most demanding traffic. They do not always work, however, and the reasons for failure are different at construction joints and saw-cut joints. Interestingly, thin dowels seem to work as well as thick ones, suggesting U.K. practices may be on the right track with regard to dowel recommendations.
At construction joints, failures occur when dowels are not in close contact with the concrete. Some people blame this on the common practice of withdrawing dowels after the first slab has been cast, removing side forms, and then reinserting the dowels. It can also happen when dowels are installed in plastic sleeves, if the sleeves are too big.
At saw-cut joints, dowels have a 100 per cent success rate in testing so far—if properly located under the joint. However, this condition is not always met. With today’s construction methods, dowels, mounted in wire frames called dowel baskets, are often dropped in at the last minute as concrete is being placed and mistakes can easily occur. Moreover, some designs require the dowel baskets to be laid, unstaked, over a plastic vapour barrier, where they can readily slip out of position. This causes a real risk. In one U.S. factory with plastic directly under the slabs, over 40 per cent of the joints were found to be missing at least some dowels. Many of those joints showed differential movement over 25 mm (0.01 in.) and had to be repaired.
While continuous reinforcement also usually works, it fails when the tensile stress across a joint exceeds the steel’s yield strength. Fortunately, this failure, where it occurs at all, only affects a few widely spaced joints that open wider than the rest. It never affects every joint. Unfortunately, the amount of steel needed to prevent failure is hard to determine and undoubtedly varies between jobs.
Aggregate interlock has proven to be the least reliable method. It does not always fail, but failures are common and can be disastrous. In at least two big U.S. warehouses where aggregate interlock was the only method of load transfer at the saw-cut joints, over half the joints showed differential movement over 0.25 mm (0.01 in.) and had to be repaired. Some joints had readings over 2.5 mm (0.1 in.).
Many questions about joint stability remain unanswered, of course. The industry still does not know much about the effect of dowel spacing, about plate dowels versus bars, or about the role of slab curling. However, thanks to the ACI 360 test and the ready availability of 300-mm (12-in.) inclinometers, the tools to find the answers are available.
Repair work
For several reasons—such as design error, poor workmanship, or just a change in floor usage—many floor users find themselves facing unstable joints. Loose joints can be stabilized, but the repair methods are not all equally effective. The methods most often considered are joint filling, dowel-bar retrofit, mechanical joint stabilizers, and sub-slab grouting.

In joint filling, the problem joint is filled with semi-rigid epoxy or polyurea. At construction joints, the repair goes full-depth, from the floor surface down to the sub-base. At saw-cut joints the filler is allowed to drip down into the crack beneath the joint, as far as possible. Testing shows joint filler does indeed work, but achieves only a modest reduction in differential movement. If a joint gives readings of, say, 0.35 mm (0.014 in.) and the target is 0.25 mm (0.01 in.), filler may do the job, and will cost less than any other option. However, where differential movement is far out of tolerance, filler usually fails.
Dowel-bar retrofit is a procedure borrowed from the highway engineers. It involves cutting slots in the slab, placing dowels in the slots, and covering the dowels with epoxy mortar. Though not widely used in floors, it appears capable of meeting the tolerances recommended in ACI 360.
Mechanical joint stabilizers are metal cylinders, split in half lengthwise. They are inserted vertically into drilled holes, centred on the problem joint. After insertion, a bolt in the top of the cylinder is tightened, forcing the two halves apart and locking the device into the floor. Since their introduction in 2005, joint stabilizers have been thoroughly tested and have proven they can reliably keep differential movement below ACI 360 tolerances.7
Sub-slab grouting is the process of pumping grout beneath the slab. Some contractors use regular cement grout, while others employ chemicals that form a foamy mass. This repair differs fundamentally from the others in that it does nothing to establish load transfer across the joint. Its aim is to reduce slab deflections by making the floor stiffer. Despite the different approach, grouting can reduce differential movement to almost zero. However, there is some evidence it may not be a long-lasting repair. The author is currently conducting a long-term research project in an Adidas warehouse comparing grout to mechanical joint stabilizers. Results should be available later this year.
Conclusion
Design/construction professionals reading this article are likely making comparisons to their own personal experiences working with concrete floors. In cases where they may disagree, this author suggests getting an inclinometer and testing some joints. By testing joints in floors where the history is known, users can determine what is and is not working.
Notes
1 For more, see American Concrete Institute (ACI) 360R-10,Guide to Design of Slabs-on-Ground, 2010. (back to top)
2 For more, see American Concrete Institute (ACI) 360R-06, Guide to Design of Slabs-on-Ground, 2006. (back to top)
3 See note 1. (back to top)
4 For more information, see Boyd C. Ringo and Robert B. Anderson’s Designing Floor Slabs on Grade. (back to top)
5 See R. Colin Deacon’s Concrete Ground Floors for more information. (back to top)
6 See note 1. (back to top)
7 For more information, see George Garber’s article, “Stable Joints: Joint Stabilizers Remain Effective After Eight Years,” in the April 2013 issue of Concrete Construction. Visit www.concreteconstruction.net/concrete-slabs-and-floors/stable-joints.aspx?dfpzone=general. (back to top)
 George Garber is the author of Design and Construction of Concrete Floors, Concrete Flatwork, and Paving with Pervious Concrete. Based in Lexington, Kentucky, he consults on the design, construction, and repair of concrete floors. Garber can be reached by e-mail at ggarber@iglou.com.
George Garber is the author of Design and Construction of Concrete Floors, Concrete Flatwork, and Paving with Pervious Concrete. Based in Lexington, Kentucky, he consults on the design, construction, and repair of concrete floors. Garber can be reached by e-mail at ggarber@iglou.com.
Sign up for our weekly newsletter
Construction Canada weekly newsletters give the latest AEC industry news for those who build, design, engineer, specify, renovate or operate in the built environment.
Products & Services




Read the Latest Issue
