
A snapshot of bitumen-based waterproofing

By Charbel Boulos, P.Eng., and Joe Mellott
For more than two millennia, asphalt bitumen has been used as a key raw component in the construction industry. Long before the first oil refinery produced its first barrel of asphalt, builders and waterproofers used natural sources of asphalt for various applications. References to the use of asphalt are scattered throughout antiquity—early references in texts such as the Bible include the use of pitch or bitumen in the building of the Tower of Babel.
The National Asphalt Pavement Association (NAPA) cites the use of bitumen (asphalt) as far back as 615 BC, when Babylonian King Nabopolassar ordered construction of paved brick road systems. For the next two thousand years, asphalt continued to be used in a wide variety of waterproofing and binding applications, including the waterproofing of clothes and marine vessels and the assembly of infrastructure.
By the 19th century, asphalt began to be combined with rag felts and cloth to form the first built-up roof (BUR) systems. In its early stages, much of the binding used for bitumen came from the discarded residue of fuel oils in the form of pitch. In the 21st century, as refinery processes grew along with demand for specific fuel stocks, asphalt became a much more readily available commodity.
While asphalt had a wide variety of uses by this time, much of it continued to be employed to build roads. The asphalt coming straight from the refineries had too low a softening point (i.e. the temperature at or above which it begins to flow readily) to be a substitute for pitch in multiple roof systems. In the 1800s, developers utilized technology of oxidation from early photography methods to establish means by which asphalt can be oxidized post-refining to yield higher softening points—and thus more acceptable rooftop performance. The first oxidized or ‘blown’ asphalts were produced in the early 1920s. Oxidized asphalt, in combination with multiple plies of organic, asbestos, and fibreglass non-woven materials, enjoyed a strong market share in commercial roofing through most of the 21st century.
Through joint innovation of traditional waterproofing, specialty rubber, and thermoplastic elastomer (TPE) manufacturers, a new family of highly durable roofing products was developed. This class of product combined the waterproofing properties of bitumen with the elastic and thermal performance of rubber and plastic. This development, known as modified bitumen (mod-bit) roofing, began gaining market share in the 1970s.

Definition of modified bitumen
TPEs are a broad grouping of polymers, comprising of distinct polymer blocks differing in chemistry and intended performance. One segment (or block) is made of a traditional plastic—in many cases, polystyrene. By definition, thermoplastics can be melted and shaped many times without affecting the intended performance of the polymer. The polystyrene (S) segment of many TPEs has a typical melting point at or near 100 C (212 F).
The second segment of a TPE is an elastomer. Elastomers comprise a broad class of polymers exhibiting elastomeric properties. Truly elastomeric polymers predominantly fall into a class of polymers known as thermosets, and cannot be melted and reformed once set. The most common elastomer found in TPEs used in asphalt modification is polybutadiene (B). Combining polystyrene with polybutadiene in controlled polymerization produces the most common TPE used in roofing—known as styrene-butadiene (SBS) rubber.
SBS rubber can be configured in a linear diblock method or, in many cases, configured with multiple arms in a method known as radial. The specific morphology of the block configuration, molecular weight, and plastic-to-elastomer ratio can provide varying performances when blended with bitumen to form a modified bitumen compound. A less common practice involves utilizing an alternative midblock elastomer, such as ethylene-butylene (EB) or isoprene (I). Changing midblocks can enhance specific performance properties a formulator is working toward achieving.
When formulating a modified bitumen compound, the base asphalt is heated to facilitate blending of the TPE. TPE is typically provided in the form of pellets, crumb, powder, or a dense block (to be subsequently ground). The TPE is introduced to the molten asphalt at or near 160 C (320 F), and sheared through high-speed dispersion into a solution (much like a blender for smoothies). Under high levels of shear and heat, the elastomeric block will become homogenous and blend into specific fractions of the bitumen.
In brief, asphalt-based bitumen is a complex blend of hydrocarbons classified into distinct categories:
- saturates (i.e. saturated hydrocarbons);
- aromatic;
- polar aromatics; and
- asphaltenes.
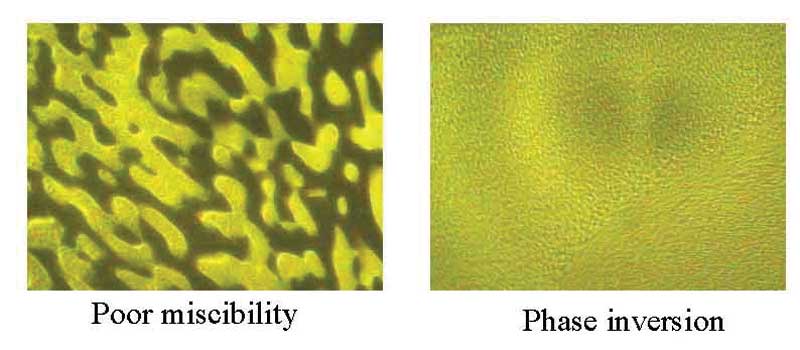
It is understood balancing these constituents is critical in obtaining and utilizing an asphalt bitumen compatible and functional with the appropriate TPE or TPE blend. Typically, commodity-modified bitumen compounds involve blending six to eight per cent of the TPE by weight into asphalt as previously described. As the blend progresses, the midblock develops a homogenous phase with the aromatic fractions of the asphalt. This phenomenon can be observed visually by the pellet or powder breaking down and the compound taking on a consistent, smooth appearance. The change can also be observed through ultraviolet (UV) light microscopy and by increases in compound viscosity.
Sign up for our weekly newsletter
Construction Canada weekly newsletters give the latest AEC industry news for those who build, design, engineer, specify, renovate or operate in the built environment.
Related Products & Services

Read the Latest Issue
